
Процесс изготовления катушки зажигания состоит из 15 этапов, см. схему процесса ниже.
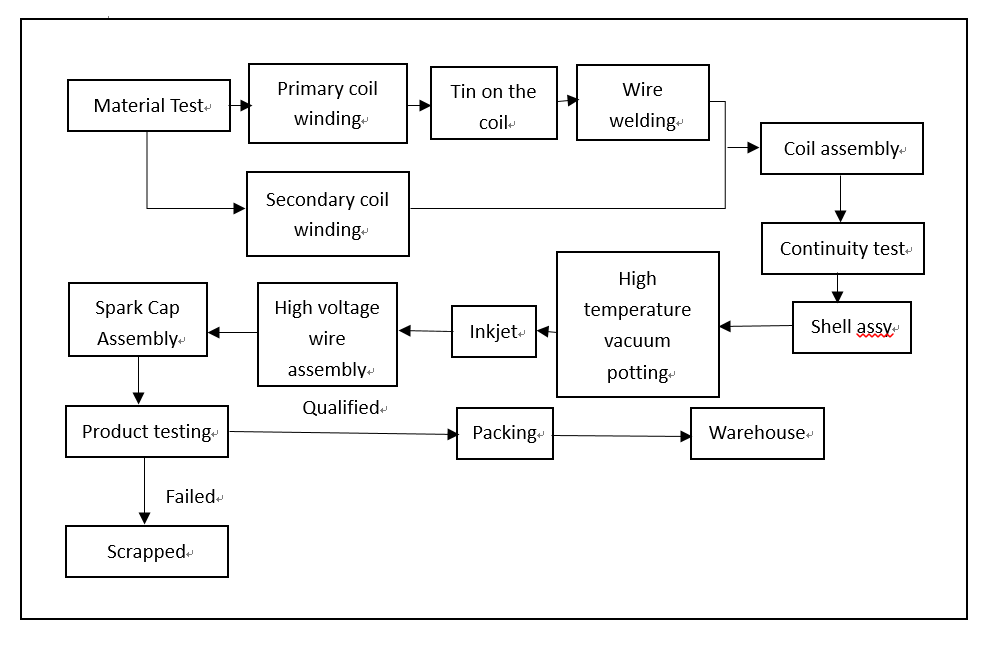
К наиболее важным относятся 4 ключевых процесса.
1.Входной заводской контроль
1.1. Эмалированная проволока для обнаружения эмалированной проволоки, эмалированная круглая проволока; Стандарты серии GB6109-90:
а) Поверхность (внешний вид) эмалированного провода должна быть гладкой, однородной по цвету, без частиц, окисления, волос, поверхностей инь и ян, черных пятен, отслоения краски и других дефектов, влияющих на работоспособность. Есть много факторов, которые влияют на поверхность, нажимая на леску и свободно втягивая ее. Это связано с такими факторами, как сырье, краска, оборудование, технология и окружающая среда.
б) Определение размера эмалированной круглой проволоки, в том числе: внешний размер (внешний диаметр) D
Диаметр проводника: d
Отклонение проводника: △d
Окружность проводника: f
Толщина пленки краски: t
1.2. Тестирование эпоксидной смолы
а) При температуре -60 градусов и 140 градусов в течение 30 минут наблюдают, не растрескалась ли эпоксидная смола;
б) Испытание на изоляцию: обнаружено, что смолу заливают в железную банку, помещают в печь для имитации нагрева заготовки заказчика, и одновременно измеряют изменение сопротивления и сопротивление различных материалов при также можно сравнивать разное время, разные температуры и разные условия реакции. Разнообразие.
2.Проверка непрерывности катушки
С помощью мультиметра проверьте, разомкнуты ли первичная и вторичная обмотки.
3.Высокотемпературная вакуумная герметизация
В условиях высокой температуры пропылесосьте катушку зажигания, чтобы покрыть ее эпоксидной смолой.
4.Проверка готовой продукции
Работоспособность катушки зажигания можно проверить на универсальном испытательном стенде, а о работоспособности катушки зажигания можно судить, в основном, путем измерения промежутка пробоя.
Только строго контролируя качество вышеуказанных процессов, мы можем производить качественные катушки зажигания.